
A partir de la nueva normativa de prevención de contaminación cruzada (revisión de los capítulos 3 y 5 de las GMPs (1), así como el nuevo anexo 15 de las GMPs (2)), las plantas farmacéuticas y veterinarias tienen la obligación de confirmar que las medidas técnicas y organizativas implementadas son las adecuadas a la tipología de producto que se fabrica en la planta.
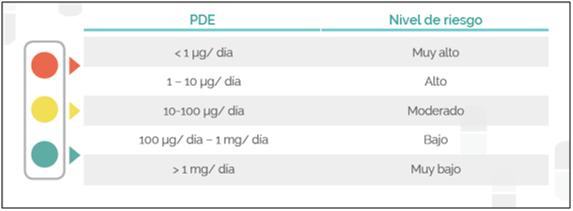
La tipología de producto y el riesgo asociado va a venir definido por un valor toxicológico , en este caso el PDE (Exposición diaria permitida) y su cálculo viene descrito en la guía de la EMA de Definición de límites de exposición para análisis de riesgos en instalaciones multiproducto (3).
Este valor de PDE nos va dar los distintos niveles de riesgo de los principios activos que se manipulan en una instalación multiproducto.
Así mismo TODAS las plantas farmacéuticas están obligadas a realizar una análisis de riesgos para verificar si sus instalaciones y operativa son las adecuadas para la tipología de productos que fabrican o esperan fabricar, la metodología de este tipo de análisis de riesgos está recogida en la Guía de la ISPE RiskMaPP (4).
2. VERIFICACIÓN DE LAS MEDIDAS TÉCNICAS Y ORGANIZATIVAS
La verificación de que las medidas técnicas y organizativas son las adecuadas para prevenir el riesgo de contaminación cruzada se debe realizar por un proceso de gestión de riesgos, en el que se evaluarán los diferentes riesgos de contaminación cruzada por:
- Mezcla
- Retención
- Transferencia mecánica
- Transferencia aérea
Mientras que los riesgos de mezcla y retención son fáciles de evaluar en función de los procedimientos de trabajo y por la validación de limpieza a realizar en los equipos de proceso, no es tan fácil evaluar y verificar qué medidas técnicas y organizativas se deben implementar para prevenir los riesgos de contaminación cruzada por transferencia área y mecánica.
Esta incertidumbre surge tras el análisis de riegos debido a que:
- Los análisis de riesgos tienen una carga de subjetividad que puede provocar polémicas internas, con agencias regulatorias, con clientes, etc.
- Existen instalaciones multiproducto que presentan una variedad de APIs de distinta toxicidad, y gráneles con distintos procesos de fabricación.
- Las GMPs no detallan qué medidas técnicas y organizativas se deben implementar en función del riesgo de los principios activos.
- Qué grado de medidas técnicas y organizativas se debe implementar y su eficacia.
Por lo tanto, es necesario generar las evidencias desde un punto de vista holístico que nos permita evaluar nuestras medidas de prevención de la contaminación cruzada debidas a transferencia mecánica o aérea en su conjunto.
Esto nos permitirá documentar que el conjunto formado por las instalaciones + equipamiento + proceso + procedimientos de trabajo mantienen bajo control el riesgo de contaminación cruzada.
Para subsanar esta incertidumbre, las GMPs en el nuevo capítulo 5 contemplan en el punto 5.21:
Que dentro del análisis de riesgos, que es la base para determinar el alcance de las medidas técnicas u organizativas requeridas para controlar los riesgos de contaminación cruzada, se puede incluir la verificación de la limpieza de superficies sin contacto con el producto, así como la monitorización del aire es una forma de verificar la eficacia de las medidas técnicas y organizativas implementadas.
«iv. Dependiendo del riesgo de contaminación, la verificación de la limpieza de superficies sin contacto con el producto y la monitorización del aire dentro del área de fabricación y/o áreas contiguas con el fin de demostrar la eficacia de las medidas de control contra la contaminación transmitida por el aire o contaminación por transferencia mecánica».
Estas verificaciones permiten dotar al análisis de riesgos de una prueba objetiva de la efectividad de las medidas técnicas y organizativas adoptadas, evitando juicios o valoraciones subjetivas de éstas; algo que no estaba contemplado en la edición anterior de la normativa.
3. VENTAJAS DE REALIZAR MEDICIONES AMBIENTALES
Con la realización de las medidas ambientales conseguimos:
- Cuantificar de una manera objetiva el riesgo de transferencia aérea y mecánica.
- Medir la efectividad de las medidas de prevención de contaminación cruzada por vía aérea y mecánica.
- Confirmar los niveles de contención de equipos y procesos.
- Hacer un seguimiento periódico del cumplimiento de las medidas de prevención tanto técnicas (cascada de presiones, efectividad de SAS…) como organizativas (formación de personal, políticas correctas de vestimenta…). Lo ideal sería unirlo al plan de cualificación anual.
- El seguimiento periódico permite, a su vez, cumplir otro de los requerimientos de las GMPs.
«5.22 Deben revisarse periódicamente las medidas para prevenir la contaminación cruzada y su eficacia de acuerdo a los procedimientos establecidos».
Las plantas envejecen, el personal cambia, los procedimientos de trabajo se van ajustando a nuevas necesidades, y se incorporan nuevos productos a las plantas, por lo que la verificación ambiental periódica permite confirmar que las medidas tomadas para prevenir la contaminación cruzada evaluadas en su momento siguen siendo eficaces a lo largo del tiempo. A ellas se unen los conceptos de prevención de contaminación cruzada y de prevención laboral.
Resumiendo, las principales ventajas de la verificación ambiental son:
- Confirmar que las medidas implementadas son las correctas sin necesidad de realizar inversiones adicionales.
- Cuantificar de manera objetiva mejoras en las medidas de prevención o de contaminación cruzada.
- Unir conceptos de seguridad e higiene (riesgo de exposición de los trabajadores) junto con conceptos GMPs (prevención de contaminación cruzada).
4.METODOLOGÍA EN LA REALIZACIÓN DE LAS MEDICIONES AMBIENTALES
La ejecución de las pruebas de verificación ambiental de cara a verificar las medidas de prevención de contaminación cruzada debe seguir los mismos criterios que una cualificación:
- Confirmar que las medidas implementadas son las correctas sin necesidad de realizar inversiones adicionales.
- Cuantificar de manera objetiva mejoras en las medidas de prevención o de contaminación cruzada.
- Unir conceptos de seguridad e higiene (riesgo de exposición de los trabajadores) junto con conceptos GMPs (prevención de contaminación cruzada).
5. EJEMPLO DE MEDICIONES AMBIENTALES
Qualipharma llevó a cabo en el mes de noviembre, conjuntamente con CINFA, la verificación ambiental en las instalaciones de alta especialización situadas en la planta de Olloki. El fin era verificar la eficacia de las medidas técnicas y organizativas implementadas.
En este proyecto se llevó a cabo la verificación a través de dos tipos de mediciones: ambientales y superficiales. Con estas medidas, tomadas en las zonas de acondicionamiento, pesaje y muestreo, se verificó la no migración de material de zona de producción a otras.
Para la verificación ambiental en primer lugar se estableció el Worst Case a medir teniendo en cuenta:
- Los principios activos manejados en las zonas de estudio (cálculo del worst case mediante el método COSHH Essentials) (5)
- El tipo de actividad desarrollado en cada una de ellas, que en este caso era el acondicionado en botes, acondicionado en blíster y muestreo y pesadas
- El Valor Límite Ambiental (VLA) desarrollado a partir del PDE (Exposición Diaria Permitida) proporcionado por el cliente.
- El cálculo del valor límite ambiental admisible para la transferencia aérea resulta de la división del PDE entre 10, donde el 10 es el volumen (en m3) de aire que se estima que una persona aspira durante una jornada de trabajo de 8 horas.
- Para la transferencia mecánica se utiliza el valor límite superficial (ASL: Concentración superficial aceptable). Se establece para el cálculo del valor límite la metodología seguida por el INSHT (Instituto nacional de seguridad e higiene) y Safebridge:
ASL=ADE/α.S
Fórmula en la que ADE es el PDE, α=1% y S: superficie de las palmas de las manos
Teniendo en cuenta todo esto, se estableció el peor caso para cada zona a estudiar.
Una vez establecido el Worst Case, se definieron los puntos a muestrear. El criterio para la selección de los diferentes puntos consistió en establecer los puntos donde era más probable la contaminación cruzada en función de:
- Las presiones de las diferentes salas (sala de origen y salas aledañas)
- Salida de material y personal
- Salida de equipos de la sala
- Cambios de vestimenta
- Apertura de puertas
- Proximidad de retornos
- Elementos móviles
Por ejemplo, para la zona de muestreo y pesaje, se tomaron medidas tanto dentro de sala como en los dos pasillos aledaños a la misma con el fin de verificar la no contaminación a los mismos.
Zonas definidas para la toma de muestra
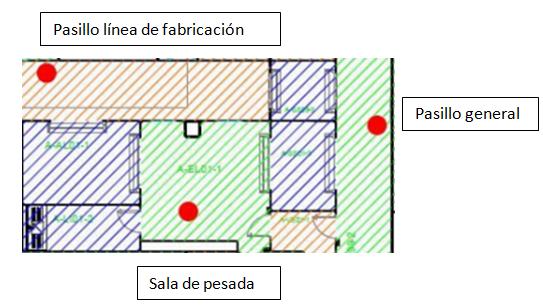
El punto central se corresponde con la sala de pesaje. Los puntos de izquierda y derecha nos permiten evaluar el conjunto de las medidas de contención (Instalaciones + Equipos + Proceso + Procedimientos).
Los muestreos se llevaron a cabo fabricando la especialidad seleccionada en el worst case en 3 jornadas diferentes y en diferentes turnos de producción, asegurando así que el personal involucrado en las fases de fabricación también fuese diferente. Para asegurar la representatividad del proceso se calculó el tiempo mínimo de muestreo en función del caudal de la bomba, el tipo de filtro empleado para la captación, el valor límite admisible del principio activo a medir y el valor de cuantificación (LOQ) del laboratorio analítico que realizó el análisis.
Una vez ejecutadas las pruebas y obtenidos los resultados tras el correspondiente desarrollo del método analítico por el laboratorio, en nuestro caso el CNTA, se comparó el valor obtenido de concentración en el filtro (C), con el valor límite admisible establecido (VLA). El resultado es un índice de transferencia (I):
I = C / VLA
I representan la cantidad del agente presente en el ambiente respecto al máximo admisible. El rango de aceptación sería:
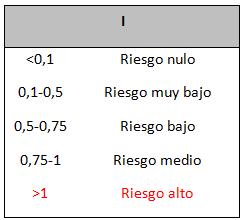
La conclusión extraída de los resultados obtenidos fue que el funcionamiento de las instalaciones era correcto, ya que no se estaba produciendo transferencia aérea ni mecánica en ninguna de las zonas donde se realizaron las pruebas.
Pese a todo y, debido a la complejidad de los factores que intervienen en los procesos evaluados, tal y como se ha explicado al principio, no se puede garantizar que los resultados se mantengan en el tiempo. Por ello se recomienda repetir las pruebas de verificación ambiental de forma periódica, reevaluando así el funcionamiento de las medidas técnicas y organizativas, además de aumentar la confianza estadística de los resultados que se obtienen en la primera ejecución de las pruebas.
6. CONCLUSIONES
- Cuantos más datos objetivos se puedan tomar de cara a demostrar la eficacia de las medidas técnicas y organizativas, menos polémica se generara en cuanto al alcance de las mismas.
- Muy aconsejable realizar este tipo de verificaciones cuando se manipulan productos sólidos (área de muestreo y fraccionamiento, así como líneas de fabricación de sólidos (comprimidos, cápsulas, sobres).
- Los datos objetivos que podemos demostrar son las validaciones de limpieza de equipos y las verificaciones de superficie y ambientales.
- Las verificaciones ambientales y de superficie permiten evaluar de manera objetiva mejoras en las medidas técnicas y organizativas de cara al riesgo de contaminación cruzada por transferencia mecánica y aérea.
- La metodología empleada a nivel de verificaciones ambientales es la empleada a nivel de seguridad e higiene (6)(7)(8)(9) pero con una orientación a nivel de calidad.
- Permiten verificar a lo largo del tiempo que la eficacia de las medidas se mantiene.
- Es necesario elaborar un análisis de riesgos cada vez que se produzca una modificación en las instalaciones o nueva molécula o equipo o proceso, etc. que puedan afectar al worst case y que nos permita determinar si es necesario realizar nuevas mediciones ambientales y de superficie.
Contaminación Cruzada: Verificación ambiental
La verificación ambiental es un dato que permite cuantificar de una manera objetiva el riesgo de transferencia aérea y mecánica de una zona a otra, permitiendo medir la efectividad de las medidas de prevención de contaminación cruzada existentes en la planta.
